Solutions for Weld Lines in Plastic Injection Molding

The client initially approached us with several questions about injection molding processes, and our professional responses gained their trust. Subsequently, they inquired if we could help them produce an injection-molded product, although the mold had already been manufactured elsewhere. Unfortunately, the quality of the products from the other supplier did not meet the client's requirements. The primary issues were faint weld lines on the product surfaces, which were not very prominent but unacceptable for this appearance-critical product. Additionally, the product dimensions did not meet the client’s specifications.

This presented a challenge for us because a qualified injection-molded product consists of 40% product design, 40% mold production, and 30% production process and materials. With the mold already made, our room for maneuver was very limited. However, after analyzing the client's mold drawings and samples, we decided to give it a try.

Upon receiving the mold, we immediately arranged for a trial run. Despite numerous adjustments to temperature, pressure, holding time, and injection speed, we could not resolve the issue of the weld lines. The problem worsened with potential scorching on the product surface when trying to eliminate the weld lines. After a meeting and analysis by the technical department, the only solution was to recommend modifying the mold to address the issues. We identified that one of the problems was the product’s thickness combined with insufficient and small-sized gates, which caused a significant temperature difference at the weld points during material flow, leading to weld lines.
Therefore, we proposed the following improvements:
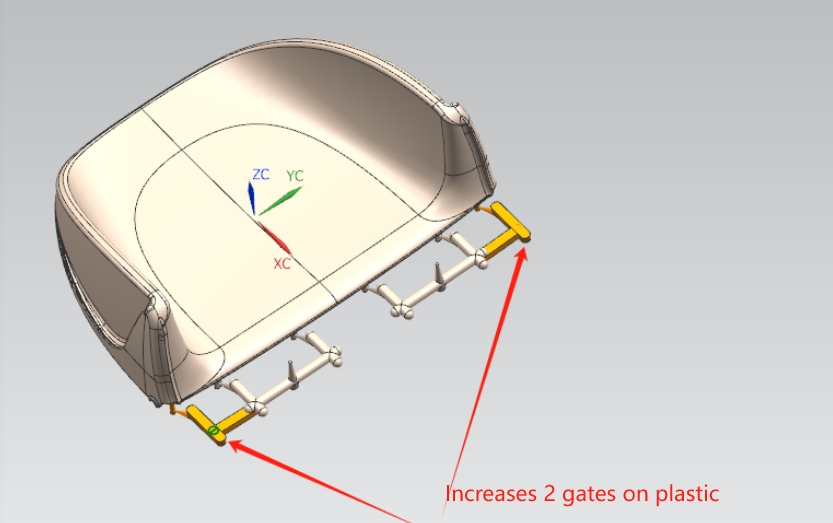
- Modify the gate design to increase the number and size of gates, allowing the material to enter the mold more quickly and reduce temperature differences during welding.
- Add a hot runner system to the mold to maintain consistency in the material temperature inside the mold.
- Switch to a more fluid PC-ABS material instead of standard ABS.
- Use a mold temperature machine to heat the mold before production.
These modifications were approved by the client. After implementing these improvements, the product achieved the client's desired outcomes with accurate dimensions and a smooth, flawless surface. This case underscores the critical role of mold design in injection molding processes. With over 30 years of experience in injection molding, our expertise spans product and mold design, production, and large-scale manufacturing. Feel free to contact us with any questions about injection molding products. Choosing Ideal-Pro means choosing peace of mind!